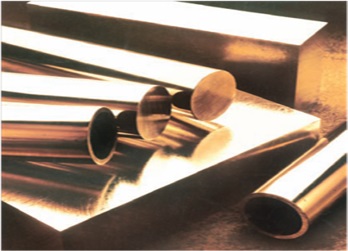
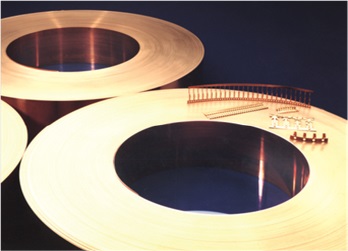
베릴륨 동은 다른 일반 금속재료와 같이 스트립재(Strip)재, 판재(Plate), 봉재(Rod), 선재(Wire), 관재(Tube), 각재(Bar), 형재(Shape), 잉곳(Ingot)의 형태로 공급됩니다. (1) 스트립 재 스트립 재는 코일 형태로 공급 되는 두께 4.77mm 이하 판재의 통칭입니다마는 이는 냉간 압연을 위한 코일 재를 포함하는 것으로서 실제 수요가에 많이 쓰이는 스트립 재 두께는 0.05 mm – 0.19 mm, 스리팅 전의 폭은 152 mm – 228 mm 입니다. 표준 허용공차는 두께 0.10-0.15 mm 에 대하여 +/-0.005 mm 입니다. 수요가는 대개 스리팅 된 소폭의 코일을 스탬핑 기계에 얹어 사용합니다. 스탬핑 기에서 서서히 풀리면서 몰드에 따른 여러 가지 형태의 부품이 고속으로 성형 가공 되어 나옵니다. 이렇게 만들어지는 부품의 한 예로 신호변환 또는 전류변환 장치에 쓰이는 중요한 작동 부품인 스프링 재가 있습니다. 이는 오랜 기간에도 응력을 잃지 않는 것이 필수 조건입니다. 이에 베릴륨 동 스트립 재는 아주 적합한 재료로서 특히 자동차 엔진실 처럼 고온 분위기에서 스프링력을 계속 유지하는 일은 베릴륨 동과 같은 특별한 특성의 재료 만이 감당 할 수 있습니다. 베릴륨 동은 삽입접촉력의 유지 특성과 양호한 전기전도성으로 인하여 중요한 컨넥터에서는 반드시 선택되고 있습니다. 베릴륨 동 스트립 재는 여러 가지 템퍼에 있어, 판재의 강도와 가공특성이 방향에 따라 변하지 않습니다. 전자파의 간섭을 차단시키고자 사용되는 Shielding Strips의 경우는 가공성에 대한 요구조건이 대단히 심한 반면 강도와 내구성도 요구되는데 베릴륨동 판재는 이러한 조건에 합당한 재료입니다. (2) 선재 지름 1.27 mm 에서 12.7 mm 까지 코일로 공급 됩니다. 허용공차는 냉간인발재에 있어 지름 1.27-2.03 mm 에 대하여 +/-0.008mm입니다. 지름 7.94 mm 이상은 허용공차 +/-0.025 mm 입니다. 선재는 다음과 같이 사용됩니다: 1. 길이가 긴 코일 스프링 2. 기계가공 제조된 소형 전자 소켓트(Collet) 3. 냉간압착체결구(Cold Headed Fasteners) 4. PCB 회로 검사핀(Probes) 5. 경량 내피로 스트랜디드 케이블(Stranded Cable) 6. 보호막 (베릴륨 동선을 꼬아서 만듬) 7. 부식 및 생체오염에 강한 해양용 강선 또는 망 8. 원주방향으로 축을 잡아주는 형식의 전자 접촉자(Axial Gripping Electronic Contacts) 9. 안경태 (3) 봉재, 각재, 관재 냉간인발 봉재는 지름 9.5 mm 에서 75.0 mm 까지 공급 됩니다. 허용공차는 지름 9.5-12.7 mm 에 대하여 +/- 0.05 mm 입니다. 유사한 크기의 냉간인발 육각(hexagonal) 봉재도 생산 됩니다. 압출 봉재는 지름 152 mm 까지 생산 됩니다. 베릴륨 동의 봉, 관, 각재는 저항용접기 제조에 있어 중요한 소재입니다. 이것은 베릴륨 동이 구조재로서 형상과 치수를 정확하게 맞출 수 있으면서 동시에 경도와 전기 전도율이 높은 점과 전극용 재료로서 내구성이 있기 때문입니다. 성형 및 기계가공이 용이한 점도 저항용접기 제조를 보다 경제적으로 할 수 있게 하는데 도움을 줍니다. 이 소재는 열처리하여 공급되기도 합니다. 이하 봉재, 각재, 관재의 사용처를 소개합니다. 1. 정비를 자주 할 수 없는 베어링 및 부싱(베릴륨 동 산화피막의 내압착성질, 윤활성 이용) 2. 건(Gun)식 저항용접기의 구조용 부재 3. 플라스틱 사출성형 금형 및 금속 다이캐스팅 코아 핀 등 인서트재 4. Guide Rail 및 Bus Bar 5. 기계가공 나사 체결구류 6. Bourdon 이나 Pitot Type 같은 굴절력에 강한 계측기용 튜브 7. 비행기 착륙 장치용 베어링 및 지지 관절용 부재 8. 정밀 Magnetometers 및 기타 계기류의 압력용기 (4) 마스터 합금 및 주조용 베릴륨 동 잉곳 마스터 합금은 잉곳 또는 조각 형태로 공급 됩니다. 조성 성분은 4% 베릴륨 동, 5% 베릴륨 알루미늄 및 6% 베릴륨 니켈이 있습니다. 마스터 합금은 동과 니켈의 산화제 또는 탈황제로서; 동, 니켈, 알루미늄의 경화제로서; 알루미늄에 있어서 청정도, 유동성, 내식성을 좋게 하기 위하여; 알루미늄에 있어서 마그네슘과 같은 산화원소의 손실을 방지하기 위하여; 그리고 마그네슘에 있어서 산화 및 용융연소를 방지하기 위하여 사용됩니다. 베릴륨 동 주조용 잉고트는 고전도재, 고강도재 어느 것이나 녹이기만 하면 되도록 사전에 성분이 정해져 있습니다. 사형주조, 원심주조, 압력주조, 정밀주조, 쉘 금형주조, 영구 금형주조 등 베릴륨 동 주조용 잉고트는 어느 주조법으로나 주조될 수 있습니다. 용융 도중 베릴륨 성분은 주조중의 유동성과 청정도를 높여주고, 주조 후에는 열처리를 할 수 있게 하여줍니다. 베릴륨 동 주물은 황동 주물의 금형재로 성질이 대단히 우수합니다. (5) 기타 1. 후판재 및 절단 각재 후판재는 두께가 4.77 mm보다 두껍고 304.8 mm보다 폭이 넓은 압연 제품입니다. 절단각재는 단면이 정사각형이거나 직사각형으로서 후판을 톱 또는 마찰공구로 절단 제조한 것입니다. 템퍼는 용체화소둔(A), 냉간압연(H) 및 경화처(AT 및 경화처리HT)의 템퍼가 있습니다. 2. 단조재 및 압출재 단조재(Froging)는 거의 어느 크기나 가능합니다. 베릴륨 동 단조법으로는 Rotary Forging, Ring Rolling Forging, Swanging, Cold Heading 법 등이 있으며 다이는 자유 단조 및 형 단조가 다 쓰입니다. 압출재(Extrusion)는 완성품 모양에 가깝게 압출함으로써 경제성이 있을 때에는 긴 길이의 부재를 만드는 데 쓰이며 짧은 길이로 쓰이는 경우는 완성품에 가까운 모양으로의 고속 생산처리 면에서 이점이 있을 때 쓰입니다. Back Extruded Parts는 내경이 큰 공동을 이 방법으로 만드는 것이 경제적일 때 유용합니다.1. 베릴륨 동의 공급형태
이들은 냉간압연 또는 냉간인발, 열간압연 또는 열간인발, 단조, 압출 등의 제조 공정을 통해 만들어집니다.
Alloy 190 과 290, 174는 스트립 재로만 생산됩니다. Alloy M25 는 선재, 각재, 봉재로 만 생산됩니다.
재료의 형태별 칫수 범위, 허용공차, 템퍼(Temper) 별 기계적, 전기적 물성에 대하여 [기술자료] “베릴륨 동 안내서 Guide to Beryllium Copper” 를 참고하여 주시기 바랍니다.
이하 가장 많이 사용 되는 재료들을 중심으로 공급 및 용도에 대하여 안내하고자 합니다.2. 소재별 용도


(주)도일코리아는 베릴륨 동 소재, 분말자성코아, 국부도금 기자재, 노이즈 흡수식 비접지 전원파형 교정기, 전력품질 분석기, 전기기기 퓨즈 류, 스터드 용접기, 자기 융착 실리콘 보수테이프, 특수금속 분말 등을 취급하는 회사입니다.
1986년 설립 이후 37년간 쌓아온 경험과 전문지식 및 신용을 바탕으로 수요가
여러분께 조금이라도 더 큰 믿음과 만족을 드릴 수 있도록 최선을 다하고 있습니다.
이 홈페이지를 보면서 궁금한 사항이 있다면 언제든지 전화, 메일 등 연락을 주십시오. 저희는 고객 여러분의 사업발전에 동행 할 수 있기를 바랍니다.